。本文中的工业测量是指尺寸、位置、形状等几何量的测量。摄影测量学是通过影像研究信息的获取、处理、提取和成果表达的一门信息科学,通常利用摄影或遥感的手段获取被测物体的影像,研究和确定被摄物体的形状、大小、位置、性质和相互关系,起始于19世纪中叶摄影机的发明和立体视觉的发现。工业摄影测量是工业测量与摄影测量技术与学科发展相结合而形成的一个细分研究领域,既可以看作是摄影测量学科的一个分支,也可以看作一个交叉学科,如图 1所示。
由于摄影测量具有非接触、自动处理等特点,为传统工业测量提供了新方法和新技术,尤其是在智能化、自动化发展的大趋势下,以摄影测量方法为主的光学测量受到越来越广泛的重视; 另一方面,由于工业测量涉及的被测物体范围广、差异大,为工业摄影测量提出了许多传统航空摄影测量方法难以直接解决的问题,而且工业测量与仪器仪表、电子电路、光学、传感器、机器人等领域联系密切,因此工业测量的需求与行业背景,也为工业摄影测量技术提供了新的创新动力。
[2]指出工业几何量测量的核心任务是保证测量结果具有溯源性,实现产品质量状态精准高效地获取、测量数据管理、分析及后续应用等。文献[3]介绍了若干种传统的工业测量技术,其中也包括摄影测量技术。文献[4-5]介绍了多种工业摄影测量设备及其各自适合的应用场景。
总体来说,没有任何一种工业测量技术可以解决所有类型工业品的测量问题,但是可以通过对工业品特点的分类,设计出几种通用的方案来解决大部分工业测量问题,也使工业测量装备在一定程度上适应柔性化生产。工业摄影测量由于其自身具有非接触、高效率、自动化等特点,很早就在工业测量领域发挥作用。随着工业生产朝着自动化、智能化方向发展以及国家智能制造战略的实施,工业摄影测量技术在工业测量领域中处于越来越重要的地位。如同计算机技术的发展推动了数字摄影测量技术的快速发展一样,仪器仪表、传感器、机器人、电子电路、芯片等技术的发展,也为工业摄影测量技术的发展注入了新的活力,因此工业摄影测量技术也迎来了最好的发展时机,近年来各种创新技术不断涌现,各种应用越来越广泛,显现出勃勃生机。
(3) 激光跟踪仪。激光跟踪仪采用球坐标测量系统,其测量原理与全站仪一样,仅仅是测距方式的不同,激光跟踪仪的测距方式是单频激光干涉测距,其精度可以达到16 μm±0.8 μm/m。Leica公司在1990年推出了第一代商用激光跟踪仪,美国的API公司和FARO公司随后推出了各自的类似产品。由于干涉法距离测量的精度高、测量速度快,因此激光跟踪仪测量性能和精度要优于全站仪。在大空间高精度工业测量领域,激光跟踪仪具有显著优势
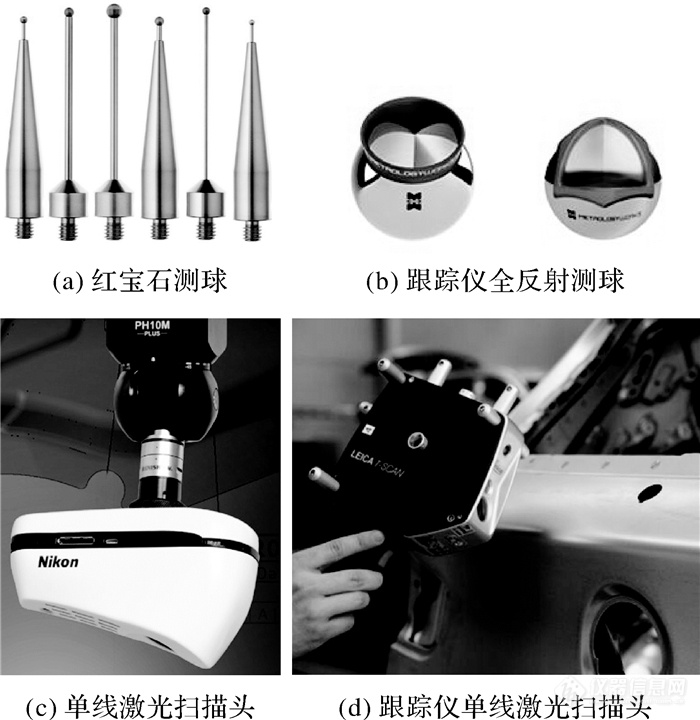
与三坐标测量仪使用的红宝石测球(图 2(a))类似,激光跟踪仪主要使用的是全反射测球(图 2(b))来进行测量,从技术原理上都属于接触式测量。接触式测量的缺点是,会对被测物体表面产生应力(某些情况下是不可忽略的),并且每接触一次只能获取一个点的坐标,测量效率低。近年来,尽管也发展出了非接触式末端测量工具,其中三坐标测量机和关节臂测量机可以使用单线(c)),而激光跟踪仪可以使用带有靶标点的跟踪式单线(d)),从技术原理上属于机械式测量和摄影测量的结合,但其激光线范围较小、测量效率仍然较低。而在自动化在线检测方面,三坐标测量机体积大且依赖恒温恒湿环境,关节臂测量机依赖于人的协作运动,激光跟踪仪在跟踪丢失后需要人工干预,故三者均难以胜任。
除了三坐标测量机、关节臂测量机、激光跟踪仪等传统工业测量技术和设备之外,摄影测量技术和方法在工业测量领域也发挥了重要作用,典型的工业摄影测量技术和产品包括:标志点工业摄影测量系统、结构光测量系统等,下面对这些技术进行详细介绍。根据摄影测量的定义,本文将以下利用相机进行几何量测量的测量系统,纳入到工业摄影测量的范畴。
标志点工业摄影测量系统的工作原理是,首先在被测物体表面粘贴一定数量的均匀分布的标志点,然后在不同的位置和方向获取被测物体的数字图像(至少两幅),经过计算机图像匹配等处理及相关摄影测量计算后得到标志点精确的三维坐标。标志点工业摄影测量系统一般分为单台相机的脱机测量系统、多台相机的联机测量系统,它们均具有精度高、非接触测量和便携等特点。由于要在物体表面粘贴标志点,所以这类系统一般用于大型工业构件的曲面控制测量、装配测量等方面,很少用于在线 结构光测量系统
常用的结构光测量系统是线结构光测量系统和面结构光测量系统。线结构光测量系统仅投射出一条激光线,光切面与物体相截为一条曲线,曲线投影到影像上,基于三角法测量原理,可以计算出该曲线上所有点的三维坐标。由于该系统每次只能测量一条曲线上的数据,因此要测量完整的物体表面需要利用机械位移机构带动光束在物体表面移动来实现扫描测量。面结构光测量通过投射带有编码信息的特殊光场,如光栅、空间编码模板等,实现物体表面投影测量。基于光栅投影的结构光测量系统,具体过程是将光栅投影到物体表面,然后利用一个或两个CCD相机观测投射条纹得到变形的光栅条纹图像,对光栅条纹图像进行解码可以实现图像对应,从而可以交会计算得到被测物体的三维空间坐标。基于该原理形成的工业测量产品包括3D相机、固定拍照式三维扫描仪等。
尽管近年来激光雷达扫描(LiDAR)、多视角立体匹配(multi-view stereo,MVS)、飞行时间法3D相机(time of flight,TOF)等新兴技术发展迅猛,成为了摄影测量领域的主要技术手段,但是由于其精度难以满足工业测量的需求,故而始终未能进入工业摄影测量领域。精度是工业测量的首要问题之一,人工目标往往比自然目标具有更高的图像定位精度,通过人工标志点可以在较大的范围内获取最高的摄影测量精度,而在较小的范围内,结构光测量系统可以发挥其静态多频相位观测带来的精度提升作用。除了精度外,实时测量、动态测量、无人工测量等也是工业测量的典型特征。
工业摄影测量是利用摄影测量的技术和方法来解决工业测量的问题,因此具有非常鲜明的摄影测量的特点,比如:
(1) 非接触式测量。工业摄影测量在获取影像时不需要接触目标本身,不会破坏物体本身固有属性,而且可以在一些不适宜人类进入的场所进行测量。
(3) 数据自动处理。随着数字摄影测量技术的发展,摄影测量数据处理算法可以实现自动处理。(4) 随着电子电路、传感器等技术的发展,摄影仪器生产技术得到提高,测量精度不断提高。
(5) 随着计算机视觉领域的新算法、新方法的引入,数字(工业)摄影测量的理论和方法也在不断完善
由于以上特点的存在,工业摄影测量在工业测量领域受到越来越多的关注和越来越广泛的应用。尤其是在自动化、智能化等行业发展趋势的推动下,近年来工业摄影测量技术得到迅猛的发展。
一方面,随着现代工业的发展,尤其是以数字制造为核心的先进制造技术的迅猛发展,对工业摄影测量技术提出新的要求。另一方面,随着传感器、计算机、电子信息、图像处理、机器人、人工智能等技术的快速发展,工业摄影测量也与电子信息、测试计量技术与仪器、计算机视觉、机器人、人工智能等多个相关学科交叉融合,进入了快速发展的新阶段。工业测量的核心问题是精度和效率,工业零部件在设计阶段就确定了每个几何特征的公差,公差的大小决定了工业测量精度的下限,也是保证不同零部件之间可以装配成功的最低要求。在规定的测量精度范围内,尽可能地提高测量效率,是工业用户不断追求的目标。提高效率从使用角度可以体现在,节省测量前的准备时间、节省测量时的操作时间、节省测量后的处理时间,从技术角度又可以表现为实时性强(时间短)、便捷性好(易操作)、自动化程度高(省人工)以及智能化程度高(干预少)。
集影像信息获取、处理和成果表达(输出)于一体,一步完成的摄影测量,称之为实时摄影测量[10]。它能够在影像信息获取的同时,以足够快的速度进行信息处理和成果输出。实时摄影测量的研究与应用一直是工业摄影测量的主要发展方向[11]。现代工业的发展,更是对测量的实时性提出更加迫切的需求。工业摄影测量的实时性,要求“所测即所得”,数据获取、数据处理和结果呈现同步完成,因此对测量设备和算法提出很高的要求。
针对实时性的要求,笔者设计实现了一款工业级三维手持扫描测量系统,其原理如图 3所示:首先,在工业零件上或者零件周围布设一定数量的标志点,然后手持数据采集设备对工业零件进行数据采集,在数据采集的同时进行解算,并把结果传到电脑上实时呈现。该设备非常便携,即拿即测,结果实时获得。
由图 3可以看到,这套工业级三维手持扫描测量系统包括两个工业相机和一套激光器。其中两个同步的工业相机,分辨率500万像素,相机拍照频率最高可达75 Hz,激光器最多同时发出17束激光线万个三维点,满足实时摄影测量的需求。扫描测量系统在移动过程中,激光器投射线激光,工业相机获取激光线的图像然后传到电脑上进行解析处理,获取三维数据并实时显示在电脑屏幕上。由于要达到实时处理,在下一帧数据传输之前,必须完成前一帧数据的全部处理,并更新屏幕上的结果显示。这里的数据处理包括标志点提取与定位、传感器位置姿态计算、激光线提取与三维坐标解算、三维数据的拼接与融合等,其中数据融合是有别于传统摄影测量的新方法,它基于Hasp Map体素模型进行三维重建
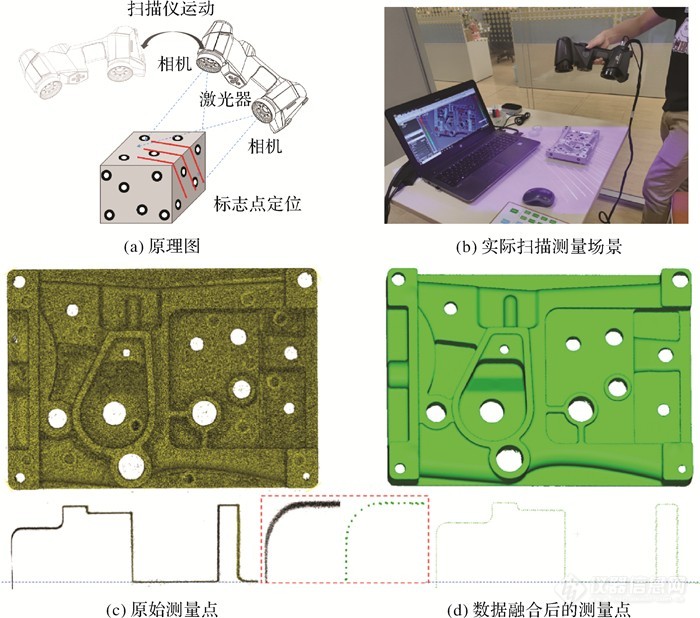
,可以从含有大量噪声的原始测量点中提取出更高精度的三维点(如图 3(c)、3(d))。这里,工件上面粘贴标志点的作用是在扫描测量系统移动过程中确定扫描测量系统的位置和姿态。该系统中为了实现实时处理,采取的主要措施包括:
(1) 使用全局快门的CMOS图像传感器[14]。摄影测量中常用的单反相机,通常都是滚动快门(或称卷帘快门),它们的像素是逐行曝光的,在静态摄影中可能不会有问题,但是在动态摄影中会产生拖影,不利于摄影测量解算,而全局快门的CMOS中所有的像素都是同时曝光的,适合于实时动态的摄影测量场景。
(2) 超短曝光时间的光照技术。在动态测量中曝光时间通常小于1/1000 s才能忽略运动模糊,使用回光反射的玻璃微珠材质制作的反光标志点[15],当作摄影测量中的控制点或加密点,进行相机的定位,反光标志点可以在极短的曝光时间内在图像中呈清晰明亮的像。
(3) CPU和GPU协同工作的加速算法。在实时摄影测量中,把图像加工为三维网格,需要经过畸变纠正、特征提取、特征匹配、平差、点云去噪、融合、构网等算法,每一种算法通过拆解细分,把不同的步骤分别部署到CPU或GPU上,最大效率地利用计算资源。(4) 实时渲染技术。实时计算生成的三维网格会随着扫描的时间而逐步增大,可以增加到几百万乃至几千万三角形,而每一帧图像只影响局部范围,通过局部增、删、改三维数据,并利用OpenGL顶点缓冲区技。
杏彩体育官网app 上一篇:智能化产品表面检测新技术 下一篇:一文读懂英伟达GTC:黄仁勋晒“AI核弹”人型机器